
Full resolution (JPEG) - On this page / på denna sida - IV. Trämateriallära, av Gunnar Nygren - Fanér och fanérprodukter - Fanértillverkning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Trämateriallära
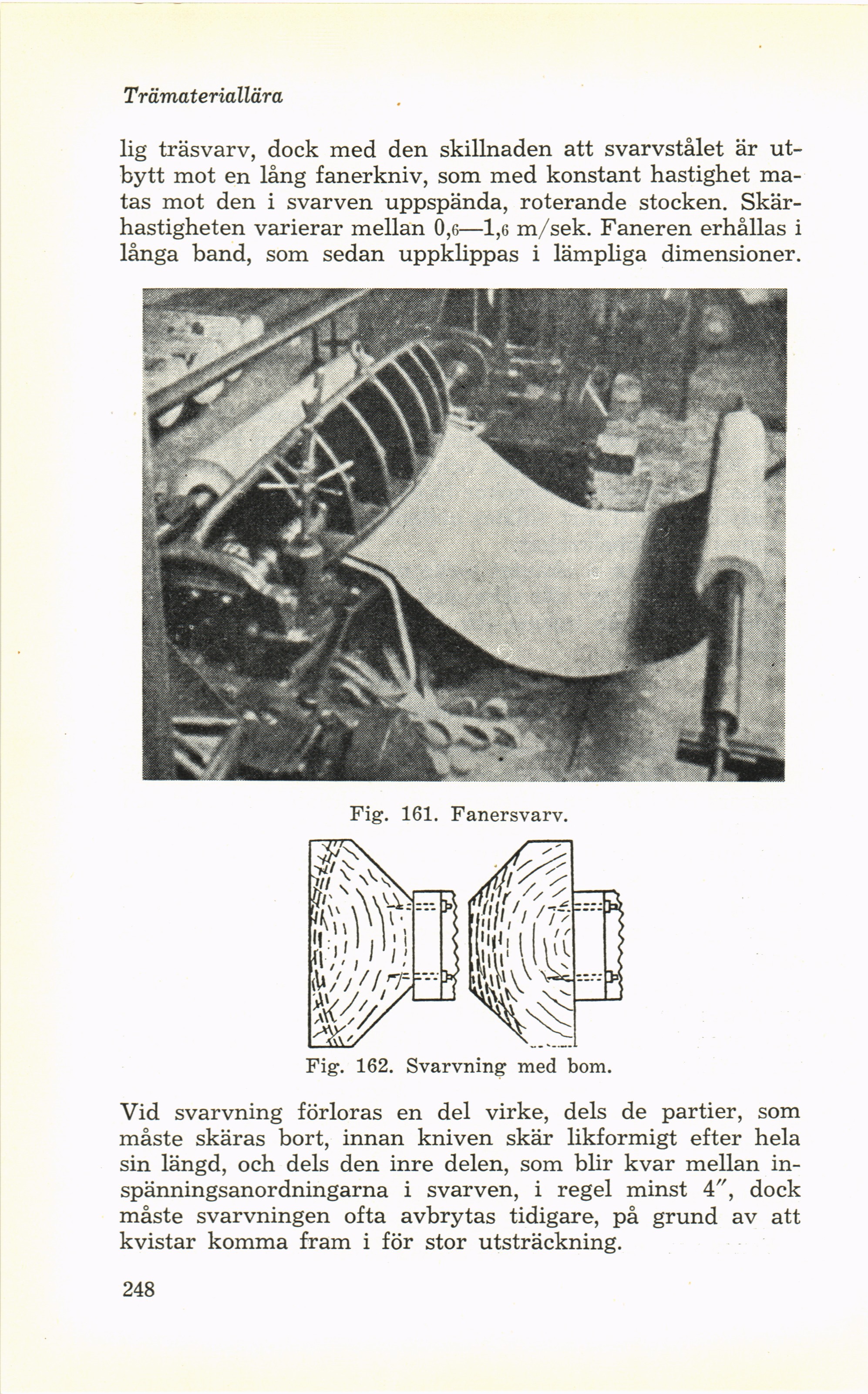
lig träsvarv, dock med den skillnaden att svarvstålet är
utbytt mot en lång fanerkniv, som med konstant hastighet
matas mot den i svarven uppspända, roterande stocken.
Skärhastigheten varierar mellan 0,6—1,6 m/sek. Faneren erhållas i
långa band, som sedan uppklippas i lämpliga dimensioner.
Fig. 161. Fanersvarv.
Fig. 162. Svarvning med born.
Vid svarvning förloras en del virke, dels de partier, som
måste skäras bort, innan kniven skär likformigt efter hela
sin längd, och dels den inre delen, som blir kvar mellan
in-spänningsanordningarna i svarven, i regel minst 4", dock
måste svarvningen ofta avbrytas tidigare, på grund av att
kvistar komma fram i för stor utsträckning.
248
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}