
Full resolution (TIFF)
- On this page / på denna sida
- Sågning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
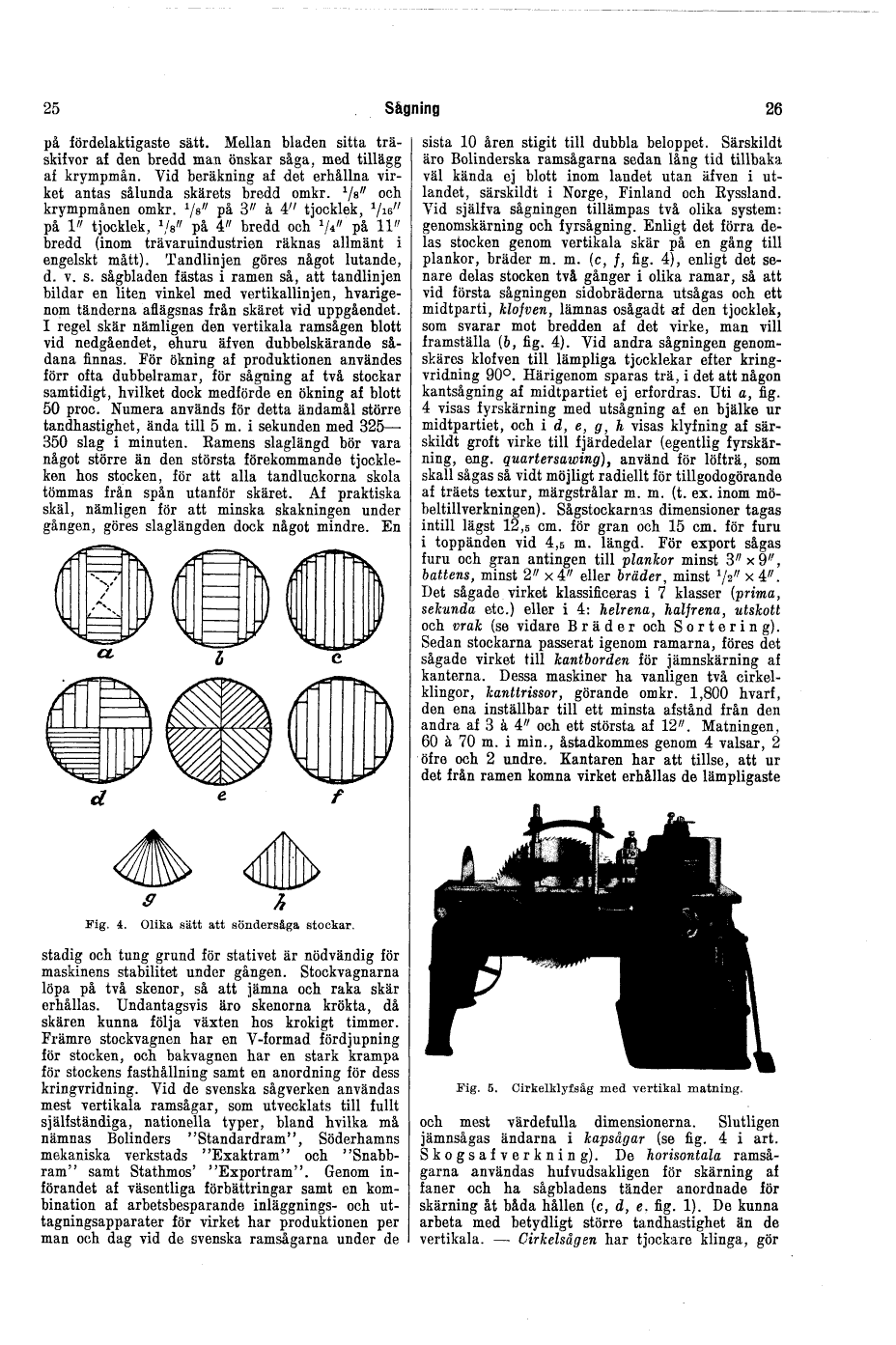
| Fig. 4. Olika sätt att söndersåga stockar. |
|
| Fig. 5. Cirkelklyfsåg med vertikal matning. |
på fördelaktigaste sätt. Mellan bladen sitta
träskifvor af den bredd man önskar såga, med
tillägg af krympmån. Vid beräkning af det erhållna
virket antas sålunda skärets bredd omkr. 1/8″
och krympmånen omkr. 1/8″ på 3″ à 4″ tjocklek,
1/16″ på 1″ tjocklek, 1/8″ på 4″ bredd och 1/4″
på 11″ bredd (inom trävaruindustrien räknas allmänt
i engelskt mått). Tandlinjen göres något lutande,
d. v. s. sågbladen fästas i ramen så, att tandlinjen
bildar en liten vinkel med vertikallinjen, hvarigenom
tänderna aflägsnas från skäret vid uppgåendet. I
regel skär nämligen den vertikala ramsågen
blott vid nedgåendet, ehuru äfven dubbelskärande
sådana finnas. För ökning af produktionen användes
förr ofta dubbelramar, för sågning af två stockar
samtidigt, hvilket dock medförde en ökning af blott
50 proc. Numera används för detta ändamål större
tandhastighet, ända till 5 m. i sekunden med
325—350 slag i minuten. Ramens slaglängd bör vara något
större än den största förekommande tjockleken hos
stocken, för att alla tandluckorna skola tömmas från
spån utanför skäret. Af praktiska skäl, nämligen för
att minska skakningen under gången, göres slaglängden
dock något mindre. En
stadig och tung grund för stativet är nödvändig för
maskinens stabilitet under gången. Stockvagnarna
löpa på två skenor, så att jämna och raka skär
erhållas. Undantagsvis äro skenorna krökta, då skären
kunna följa växten hos krokigt timmer. Främre
stockvagnen har en V-formad fördjupning för
stocken, och bakvagnen har en stark krampa för
stockens fasthållning samt en anordning för dess
kringvridning. Vid de svenska sågverken användas
mest vertikala ramsågar, som utvecklats till fullt
själfständiga, nationella typer, bland hvilka
må nämnas Bolinders "Standardram", Söderhamns
mekaniska verkstads "Exaktram" och "Snabbram" samt
Stathmos’ "Exportram". Genom införandet af väsentliga
förbättringar samt en kombination af arbetsbesparande
inläggnings- och uttagningsapparater för virket har
produktionen per man och dag vid de svenska ramsågarna
under de sista 10 åren stigit till dubbla beloppet. Särskildt
äro Bolinderska ramsågarna sedan lång tid tillbaka väl
kända ej blott inom landet utan äfven i utlandet,
särskildt i Norge, Finland och Ryssland. Vid
själfva sågningen tillämpas två olika system:
genomskärning och fyrsågning. Enligt det förra
delas stocken genom vertikala skär på en gång till
plankor, bräder m. m. (c, f, fig. 4), enligt det
senare delas stocken två gånger i olika ramar,
så att vid första sågningen sidobräderna utsågas
och ett midtparti, klofven, lämnas osågadt af den
tjocklek, som svarar mot bredden af det virke, man
vill framställa (b, fig. 4). Vid andra sågningen
genomskäres klofven till lämpliga tjocklekar efter
kringvridning 90°. Härigenom sparas trä, i det att
någon kantsågning af midtpartiet ej erfordras. Uti
a, fig. 4 visas fyrskärning med utsågning af en
bjälke ur midtpartiet, och i d, e, g, h visas
klyfning af särskildt groft virke till fjärdedelar
(egentlig fyrskärning, eng. quartersawing), använd
för löfträ, som skall sågas så vidt möjligt radiellt
för tillgodogörande af träets textur, märgstrålar
m. m. (t. ex. inom möbeltillverkningen). Sågstockarnas
dimensioner tagas intill lägst 12,5 cm. för gran och
15 cm. för furu i toppänden vid 4,5 m. längd. För
export sågas furu och gran antingen till plankor
minst 3″ × 9″, battens, minst 2″ × 4″ eller bräder,
minst 1/2″ × 4″. Det sågade virket klassificeras i
7 klasser (prima, sekunda etc.) eller i 4: helrena,
halfrena, utskott och vrak (se vidare Bräder
och Sortering). Sedan stockarna passerat igenom
ramarna, föres det sågade virket till kantborden för
jämnskärning af kanterna. Dessa maskiner ha vanligen
två cirkelklingor, kanttrissor, görande omkr. 1,800
hvarf, den ena inställbar till ett minsta afstånd från
den andra af 3 à 4″ och ett största af 12″. Matningen,
60 à 70 m. i min., åstadkommes genom 4 valsar, 2 öfre
och 2 undre. Kantaren har att tillse, att ur det från
ramen komna virket erhållas de lämpligaste
och mest värdefulla dimensionerna. Slutligen
jämnsågas ändarna i kapsågar (se fig. 4 i
art. Skogsafverkning). De horisontala ramsågarna
användas hufvudsakligen för skärning af faner och
ha sågbladens tänder anordnade för skärning åt
båda hållen (c, d, e fig. 1). De kunna arbeta med
betydligt större tandhastighet än de vertikala. —
Cirkelsågen har tjockare klinga, gör
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Sun Dec 10 19:04:27 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/nfch/0029.html

